来宝网 2019/10/9点击612次
BGA的全称是Ball Grid Array球栅阵列结构的PCB,是一种大型组件的引脚封装方式,与 QFP的四面引脚相似,都是利用SMT锡膏焊接与电路板相连。BGA的产生使微焦点X射线源在SMT行业中得到广泛应用。BGA会出现什么问题呢?BGA的问题主要有四大类:连焊、气泡、冷焊和虚焊。 连焊比较容易发现,在X光下,连焊的现象如图一所示。
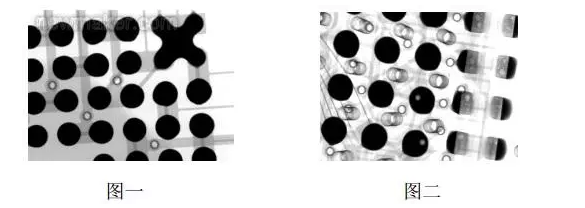
气泡现象在X光下的图像如图二所示。气泡主要是由焊锡膏里的助焊剂和湿气造成的,气泡的位置多出现在球底部,所以如果面积太大就会影响稳定性,出现锡裂,这也是虚焊的一种,所以气泡的面积百分比就成为一项重要指标。行业的标准及IPC都有明确指标,面积百分比不应该超过25%。很多使用者不知道在做气泡测量之前,必须加大X光管的功率来把锡球击穿,气泡的区域就会以白色呈现出来。冷焊是个很有趣的现象,它最明显的特征是球周边不圆,不管是从正面或侧面观察都是这样,如图三所示。
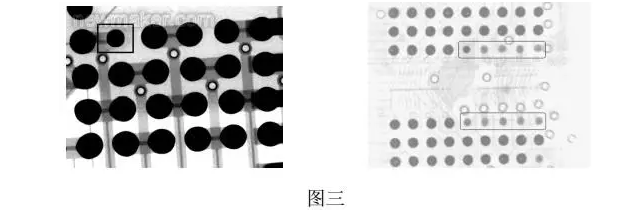
冷焊是有铅改无铅和混铅时经常出现的制程问题,不用说都可以知道是在回流炉的熔化区发生的。很多用户不管在无铅或混铅(有铅焊锡膏无铅BGA)情况下都会使用锡膏厂家推荐的回流曲线或使用原来有铅制程,而恰恰忽略了无铅BGA球体积大,需要更高的温度(50华氏度)和更长时间(增加4-6秒)去完全润湿(wetting)的事实。冷焊的结果就是BGA底部非常不结实,在有外力碰撞的情况下,就容易发生锡裂,形成虚焊现象。既然冷焊的原因与现象我们都清楚了,那我们就可以通过一些参数的设定来找出有冷焊的BGA并及时修改回流曲线。
一般有两种常见的虚焊现象。如图四所示,这两种情况都是虚焊。第一种情况,球面积偏小。注意,我们这里说的是面积偏小,而不是球直径偏小。为什么呢?因为BGA球在熔化后,很少会有球是很圆的,多多少少都会受焊盘影响而不太规则,如图四所示:
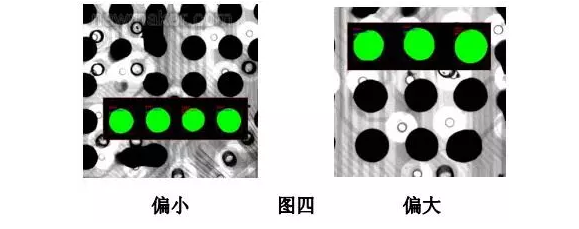
所以,如果用量直径的方法来计算球的大小,就只能用平均值,这样的误差在10%—15%左右。相反,如果用面积来计算,如果球的体积一致,那么正面照的X光图形不管圆不圆,面积的误差应在5%以内。
球面积太小是虚焊这很容易理解。由于焊锡膏不足或没有焊锡膏,BGA球底部没有润温,在倾斜70°后,图的BGA就如图五。

那么为什么球太大也是虚焊呢?事实上这也很容易理解,如果焊锡膏质量不好,或焊盘氧化都能形成拒焊,这种情况下,即使BGA球和焊锡膏都有熔化,但是底部形不成润湿,整个球被压扁而形成面积偏大,这种球在倾斜70°时,现象如图五所示。
X光机做为一台检测设备,可以通过对BGA的图像分析,找出制程中的问题和隐患,不管是印刷机、贴片机、回流炉或焊锡膏,从而大大提升产品品质,减少返修率。 而测量的结果与图像清晰度有很重要的关系,图像模糊,自然容易引起误判。这就是为什么要选择微焦点X射线源的原因。
微焦点X射线源—MXP130S(美国Source 1)

该产品内置高压电源和精密反馈电路,补给式阴极可提供均匀稳定的8μm焦点,没有过热点不会烧毁靶材,能连续工作而不会对射线管造成损坏,如需要高功率运行,还可定制为最高功率40W,最小焦点尺寸20μm。

应用领域:
骨密度测量 电路板检测 厚度测量和镀层测厚
液位监测 多层电路板检测 复合材料识别
铸件检测 安检、食品检测 木质和板材密度测量



